ZG16 Serie Buisfreeslijn Gelaste Buisdiameter 8-25mm Gelaste Buisdikte 0.25-1.0mm
1.Description
Een pijp is een buisvormige sectie of holle cilinder , meestal maar niet noodzakelijkerwijs cirkelvormig doorsnede , voornamelijk gebruikt voor het transporteren van stoffen die kunnen stromen - vloeistoffen en gassen ( vloeistoffen ), slurries, poeders en massa's van kleine vaste stoffen. Het kan ook worden gebruikt voor structurele toepassingen; holle buis is veel stugger per gewicht dan massieve delen.
In het algemeen zijn de woorden pijp en buis meestal onderling uitwisselbaar, maar in de industrie en de techniek zijn de termen uniek gedefinieerd. Afhankelijk van de toepasselijke norm waaraan het is vervaardigd, wordt buis in het algemeen gespecificeerd door een nominale diameter met een constante buitendiameter (OD) en een schema dat de dikte definieert. Buis wordt meestal gespecificeerd door de buitendiameter en wanddikte, maar kan worden gespecificeerd door twee van de buitendiameter, binnendiameter (ID) en wanddikte. Pijp wordt over het algemeen vervaardigd volgens een van verscheidene internationale en nationale industriële normen. Hoewel vergelijkbare normen bestaan voor specifieke slangkoppen voor de industrie, wordt buis vaak gemaakt naar aangepaste formaten en een breder bereik van diameters en toleranties. Er bestaan veel industriële en overheidsnormen voor de productie van buizen en slangen. De term "buis" wordt ook vaak toegepast op niet-cilindrische secties, dat wil zeggen vierkante of rechthoekige buizen. Over het algemeen is "pijp" de meest voorkomende term in de meeste landen, terwijl "buis" op grotere schaal wordt gebruikt in de Verenigde Staten.
Zowel "pijp" als "buis" impliceren een mate van stijfheid en duurzaamheid, terwijl een slang (of slang) gewoonlijk draagbaar en flexibel is. Pijpsamenstellen worden bijna altijd geconstrueerd met behulp van hulpstukken zoals ellebogen, T-stukken, enzovoort, terwijl de buis kan worden gevormd of gebogen in aangepaste configuraties. Voor materialen die inflexibel zijn, niet kunnen worden gevormd, of waarbij de constructie wordt bepaald door codes of normen, worden buisassemblages ook geconstrueerd met behulp van buisfittingen.
2.Fabricage
Er zijn drie processen voor de vervaardiging van metalen buizen. Centrifugaal gieten van heet gelegeerd metaal is een van de meest prominente processen. Nodulaire gietpijpen worden over het algemeen op een dergelijke manier vervaardigd. Naadloze (SMLS) pijp wordt gevormd door een massieve knuppel over een doordringende staaf te trekken om de holle schaal te creëren. Omdat het productieproces geen laswerk omvat, worden naadloze pijpen als sterker en betrouwbaarder ervaren. Historisch gezien werd naadloze pijp beschouwd als beter bestand tegen druk dan andere typen, en was vaak meer beschikbaar dan gelaste buizen.
Vooruitgang sinds de jaren 1970 in materialen, procesbeheersing en niet-destructieve testen, laat correct gespecificeerde gelaste buis naadloos vervangen in veel toepassingen. Gelaste buis wordt gevormd door een rollende plaat en lasnaad (meestal door elektrisch weerstandslassen ("ERW"), of elektrisch fusie lassen ("EFW")). De lasflits kan worden verwijderd van zowel het binnen- als het buitenoppervlak met behulp van een afbrandblad. De laszone kan ook een warmtebehandeling ondergaan om de naad minder zichtbaar te maken. Gelaste buizen hebben vaak nauwere maattoleranties dan het naadloze type en kunnen goedkoper te produceren zijn.
Er zijn een aantal processen die kunnen worden gebruikt om ERW-leidingen te produceren. Elk van deze processen leidt tot coalescentie of samenvoeging van stalen componenten tot buizen. Elektrische stroom wordt door de oppervlakken geleid die aan elkaar moeten worden gelast; omdat de componenten die aan elkaar worden gelast, de elektrische stroom weerstaan, wordt warmte gegenereerd die de las vormt. Zwembaden van gesmolten metaal worden gevormd waar de twee oppervlakken worden verbonden wanneer een sterke elektrische stroom door het metaal wordt geleid; deze poelen gesmolten metaal vormen de las die de twee tegen elkaar liggende componenten bindt.
ERW-buizen worden vervaardigd uit het longitudinale lassen van staal. Het lasproces voor ERW-leidingen is continu, in tegenstelling tot het lassen van afzonderlijke secties met tussenpozen. ERW-proces maakt gebruik van stalen spiraal als grondstof.
Het hoogfrequente inductietechnologie (HFI) -lasproces wordt gebruikt voor de productie van ERW-buizen. In dit proces wordt de stroom voor het lassen van de buis aangebracht door middel van een inductiespoel rond de buis. HFI wordt over het algemeen beschouwd als technisch superieur aan "gewone" ERW bij de productie van buizen voor kritische toepassingen, zoals voor gebruik in de energiesector, naast andere toepassingen in leidingbuistoepassingen, evenals voor behuizing en buizen.
Een buis met een grote diameter (25 centimeter (10 in) of groter) kan een ERW-, EFW- of Submerged Arc-gelaste ("SAW") buis zijn. Er zijn twee technologieën die kunnen worden gebruikt om stalen buizen van grotere maten te maken dan de stalen buizen die kunnen worden geproduceerd door naadloze en ERW-processen. De twee soorten buizen die door deze technologieën worden geproduceerd, zijn in de lengterichting ondergedompeld booglassen (LSAW) en spiraalvormig ondergedompelde booglassen (SSAW). LSAW wordt gemaakt door het buigen en lassen van brede stalen platen en wordt het meest gebruikt in toepassingen in de olie- en gasindustrie. Vanwege hun hoge kosten worden LSAW-buizen zelden gebruikt in toepassingen met minder waardevolle energie, zoals waterleidingen. SSAW-pijpen worden geproduceerd door spiraalvormig (helicoïdaal) lassen van staalspiraal en hebben een kostenvoordeel ten opzichte van LSAW-buizen, omdat het proces spoelen gebruikt in plaats van stalen platen. Als zodanig is bij toepassingen waarbij spiraallassen aanvaardbaar is, het uitstoten op stroming, hetzij metaal hetzij kunststof, in het algemeen geëxtrudeerd .
| staat | nieuwe |
| kleur | keuze |
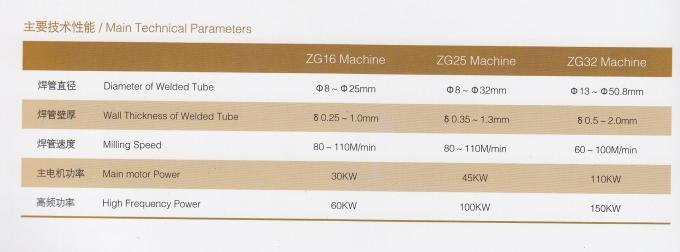
| diameter van gelaste buis | 8-25mm |
| dikte van gelaste buis | 0.25-1.0mm |
| freessnelheid | 80-110m / min |
| hoofdmotorvermogen | 30kw |
| hoogfrequent vermogen | 60kW |